Trochę prawdy o myciu przemysłowym
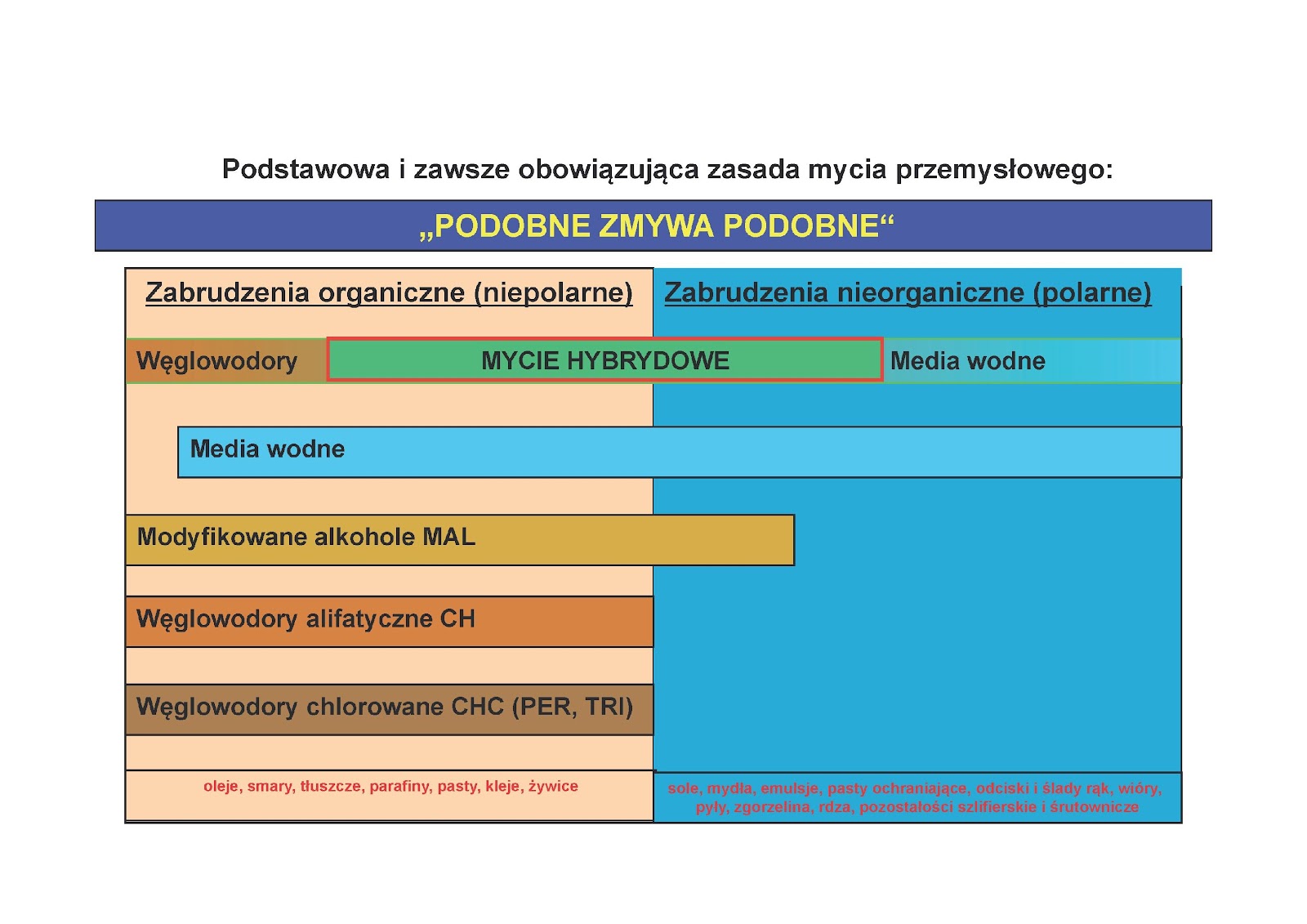
Podstawowa i zawsze obowiązująca zasada mycia przemysłowego jest tylko jedna: „podobne zmywa podobne”, czyli niepolarne (organiczne) zanieczyszczenia jakimi są oleje (obróbcze, konserwujące), tłuszcze, smary, parafiny, kleje, żywice i związki ropy naftowej można usunąć używając tylko niepolarnych mediów myjących jakimi są węglowodory chlorowane, bezchlorowcowe i modyfikowane alkohole. Polarne (nieorganiczne) zanieczyszczenia takie jak sole, mydła, emulsje, chłodziwa, pasty polerskie i ochronne, ślady rąk, pył, zgorzelinę, rdzę, pozostałości szlifierskie, ścierne i śrutownicze jak również same wióry można usunąć tylko przy użyciu roztworów wodnych i jedynie w bardzo wąskim zakresie alkoholi modyfikowanych ale nigdy przy pomocy węglowodorów. Natomiast w dużym stopniu wszelkiego rodzaju tłuszcze można zmyć roztworami wodnymi ale nie do końca wszystkie. Stosując myjki albo wodne albo rozpuszczalnikowe, bez znaczenia z jakim wspomaganiem (ultradźwięków czy też CNp), zawsze pozostawiamy na umytych detalach zanieczyszczenia, albo organiczne albo nieorganiczne. Pojawia się więc pytanie: w jaki sposób osiągnąć najwyższą klasę czystości?
Uniwersalnym urządzeniem myjącym może być w takim razie tylko i wyłącznie myjka gwarantująca zmycie zabrudzeń organicznych i nieorganicznych. Najlepiej wykona to tylko zanurzeniowo-natryskowa myjka hybrydowa (węglowodorowo-wodna) z ruchomą (obrotowo i wahadłowo), ogrzewaną komorą próżniową, wspieraną ultradźwiękami i CNp (technologia cyclic nucleation process, która przynosi lepsze efekty jak mycie wspierane tylko ultradźwiękami) z parowym odtłuszczaniem, w której detale są na koniec procesu próżniowo suszone a pozostałości zapachowe filtrowane z komory przed jej otwarciem. Każda myjka może być wyposażona w kilka zbiorników do mycia i wielokrotnego płukania. Wszystko w zależności od wymaganej skali czystości dla mytych detali (płukanie wodą demineralizowaną jest w niektórych gałęziach przemysłu obowiązkowe).
Takie hybrydowe myjki produkują jak na razie tylko dwie firmy EMO i Hösel, które w zeszłym roku połączyły swoje siły w jedną nową firmę: HEMO. Od prawie 40 lat istnienia zaskakują rynek swoimi innowacjami i nieustannym nowatorskim spojrzeniem na tematykę mycia przemysłowego. Jednym z największych jej osiągnieć to patent na mycie, odtłuszczanie, suszenie i konserwacje w hermetycznie zamkniętych układach z próżniową komorą roboczą i ciągłą destylacją wszystkich mediów myjących, rozwiązanie stosowane aktualnie przez wszystkich liczących się producentów myjek przemysłowych na całym świecie. Ich ostatnia innowacja to mycie Beyond. Razem z firmą LPW wprowadzili do przemysłu również mycie CNp. Na przeszło 3.500 wyprodukowanych już myjek, ponad 2.000 są to już myjki hybrydowe.
Wszystkie urządzenia produkowane są w systemie modułowym, który pozwala na późniejszą wymianę lub też uzupełnienie poszczególnych segmentów. Każda myjka może być dodatkowo wyposażona w urządzenie konserwujące, a części po tym procesie są suche i nie ociekają konserwantem. Te hybrydowe myjki są stosowane w większości profesjonalnych hartowni, przed nakładaniem powłok PVD i PACVD, w przemyśle precyzyjnym, lotniczym, samochodowym itp.
W wielu branżach przemysłu, przy wąskim zakresie zabrudzeń, absolutnie wystarczalne jest mycie bazujące na mediach wodnych (alkalicznych, kwaśnych czy tez obojętnych/neutralnych). Myjki takie produkuje od lat firma LPW, kolejny innowator tej branży.
Wszystkie myjki tej klasy można oczywiście integrować w dużych liniach produkcyjnych, a wielkość komory myjącej dostosować do taktu pracy takich linii. Czas mycia w zależności od skali produkcji, technologii mycia i wymaganego poziomu czystości waha się pomiędzy 5 a 60 minut.
Myjki tzw. In-line (aktualnie coraz popularniejszy koncept produkcji One Piece Flow) są załadowywane pojedynczymi komponentami, potrafią umyć i wysuszyć np. korpus silnika czy też wał korbowy w przeciągu 30 sekund. Takie myjki produkuje firma MecanoLav.
Jak wygląda w przemyśle proces doboru urządzenia myjącego?
Procedura ustalania odpowiedniej technologii i procesu mycia wygląda od strony technicznej zawsze tak samo. Najpierw przeprowadzana jest analiza zabrudzenia, które ma być usunięte, oczywiście do wymaganego poziomu czystości powierzchni (mycie wstępne, dokładne, precyzyjne, high purity, międzyoperacyjne itp.). Ze względów ekonomicznych nigdy nie myje się dokładniej jak specyfikacja czystości i technologia produkcji tego wymaga. Nie tylko chłodziwa i zanieczyszczenia „mechaniczne“ takie jak wióry, pozostałości szlifierskie, śrutownicze itp. są tutaj ważne, ale również wszystkie inne takie jak oleje tokarskie, smary, żywice, sole, pasty polerskie i honownicze, woski, środki konserwujące, dezynfekujące itp.


Następnie ustala się na umytych doświadczalnie częściach poziom uzyskanej czystości. Wykonuje się to drogą analizy pozostałości zabrudzeń stałych i zatłuszczenia szczątkowego. Detale opłukuje się w komorach laminarnych a wychwycone na filtrach cząstki zabrudzenia, po ich wysuszeniu są ważone, liczone i mierzone przy pomocy automatycznych urządzeń mikroskopowych.
Dopiero na samym końcu takiego procesu dokonuje się doboru technologii mycia, medium myjącego i konfiguracji myjki. Tylko w ten sposób osiągamy najwyższe klasy czystości. W każdej branży. Od czystości podstawowej do high purity. Zawsze. A rewelacyjnie krótkie procesy mycia są dowodem ekonomicznego podejścia do procesów produkcyjnych. W tym momencie wypada wspomnieć, ze żadna myjka nie zastąpi operacji gratowania. Grat znajdujący się na krawędziach możne tylko przypadkowo zostać usunięty ale nie musi. Od tego są operacje gratowania poprzedzające procesy mycia.
FOKA ENGINEERING jest jedynym przedstawicielem na Polskę firm HEMO (Hösel i EMO), LPW, MecanoLav i Bertoma.

Więcej na: http://global-heat-treatment-network.com/en/polska
Zapraszamy do udziału w Forum Mycia Przemysłowego / Industrial Cleaning Forum / Wrocław 26-27.09.2018 http://www.industrial-cleaning-forum.com
